18. yüzyıl itibariyle insan emeğinin yerini su ve buhar gücüyle çalışan makinelerin aldığı dönem, Birinci Sanayi Devrimi olarak kabul edilmektedir. Makineleşmenin hızla arttığı bu dönemde, üretim teknolojisi hızlı bir değişim sürecine girmiştir. Birçok farklı sektörde büyük partiler halinde üretim ve standart parça kullanımı önem kazanmıştır. Bu dönemi takiben buharlı makinelerin yerini elektrik ve petrolün almasıyla İkinci Sanayi Devrimi gerçekleşmiştir. Buhar gücüyle çalışan araçlara ek olarak akaryakıtla çalışan otomobil, uçak gibi araçlar eklenmiştir.
Sanayileşme sürecindeki bu büyük dönüşüm sonrası, tüm işin parçalara ayrılarak parçaların farklı işçiler tarafından yapılması ile daha hızlı ve daha ucuz üretim yapılabileceği görüşü ortaya çıkmıştır. Bunun sonucunda üretim, belirli bir hat üzerinde farklı iş istasyonlarının mevcut olduğu sistemde parçaların birleştirilmesiyle yapılmaya başlanmıştır. Bu fikrin ilk ortaya çıkışı 1913 yılında Henry Ford ve beraberindeki ekip arkadaşlarının ilk montaj hattını otomobil üretimine uygulamasıyla başlamıştır.
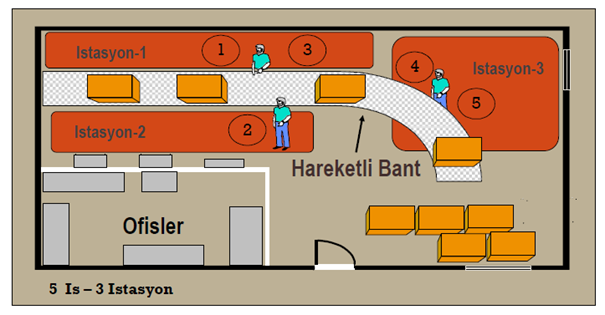
Ford, işçilerin etrafına yerleştirdiği “yürüyen bant” sistemini fabrikada geliştirerek ünlü model-T’yi geliştirmiştir (Şekil 1). O dönemden beri, montaj hatları, bir yandan üretim maliyetini düşürürken diğer yandan da ürünlerin üretim yönteminde yeniliğe yol açmıştır.

Malzemelerin, iş akış hattı boyunca iş gücü ya da donanımdan yararlanarak transfer edildiği ve parça üzerindeki işlemlerin; aralarındaki kısıtlar göz önüne alınarak birleştirilmesiyle oluşturulan istasyonların, yine bir hat boyunca sıralanmasıyla oluşan sisteme montaj hattı denir [1].
Hat üzerindeki iş istasyonlarında bulunan işçiler, ürün durumuna getirilecek yarı mamul önlerinden geçerken, kendilerine ait iş ögeleriyle ilgili bir veya birkaç işlemi yaparlar. İlgili işlem neticesinde, montaj hattına giren parça, malzeme ve yarı mamuller, gereken bütün işlemler yapıldıktan sonra hattan nihai ürün olarak çıkarlar [1].
Montaj hatları üst düzey yetenek gerektirmeyen karmaşık ürünlerin üretilmesine olanak sağlamaktadır. Teknolojinin ilerlemesiyle beraber ürünlerin üretimi gerçekleştirilirken makine ve robotların kullanım oranı artmış, insan müdahalesi asgari düzeye indirilmiştir. Böylece üretim daha az eğitimle gerçekleşebilmektedir. Üretim maliyetleri azalmış ve üretim hattı daha az karmaşık hale gelmiştir.
Montaj Hattı Dengeleme
Montaj hattının verimli olarak çalışması için; mevcut kısıtlar altında, işlem sayısının fazla ve üretim hızının yüksek olması sebebiyle iş istasyonları arasındaki süre farkı en aza indirgenmelidir. İstasyonlara dağıtılan ve süre olarak en aza indirgenmek istenen bu işlemlerin, istasyonlardaki makineler başındaki montaj personeline hiç süre bırakmayacak şekilde montaj hattının düzenlenmesi gerekmektedir. Bu şekilde, montaj hattının iş istasyonlarındaki süreleri en aza indirgeyecek şekilde düzenlenmesine montaj hattı dengeleme denir [1].
Montaj Hattı Dengelemenin Önemi
Günümüzde işletmelerin pek çoğu montaj yoluyla üretimini gerçekleştirmektedir. Üretim taleplerinin gün geçtikçe artması, yüksek hacimdeki siparişlerin minimum maliyetle, istenen kalitede ve talep edilen sürede üretilmesinden dolayı montaj hatları seri üretim sistemlerinin değiştirilemez bir parçası haline gelmiştir.
Tasarlanan montaj hatlarının dengelenmiş olarak kurulması; üretim hızlarının arttırılması, sağlıklı bir üretim planlama çalışmasının yapılmasına imkân vermesinden dolayı, işletmeler açısından büyük önem taşır. Aynı zamanda artan rekabet, zorlaşan piyasa koşulları altında üretimi en verimli şekilde tasarlamak ve değişimlere cevap verebilecek düzeyde tutabilmek için hat dengeleme çalışmalarının detaylı ve düzenli olarak yapılması gerekmektedir.
Montaj Hattı Dengelemede Kullanılan Temel Kavramlar
Montaj: Nihai ürün oluşturmak amacıyla farklı parçaların bir araya getirilip birleştirme işlemine denir.
Operasyon/Görev: Montaj işleminin en küçük bölünemeyen parçasıdır.
İş İstasyonu: Montaj hattı üzerinde bir veya daha fazla operasyonun gerçekleştiği birimdir.
Çevrim Zamanı: Ürünün montaj hattında kalabileceği en büyük süre ya da iş istasyonundaki çalışanın o istasyonda yapması gereken işlem için gerekli süre olarak tanımlanabilir.
İstasyon Zamanı: Bir istasyona atanan görevlerin görev süreleri toplamını ifade eder.
Toplam İş Zamanı: Montaj hattı üzerinde bir ürünün montajındaki tüm görevlerin tamamlanması için geçen süredir.
Üretim Hızı: Birim zamandaki çıktı miktarıdır.
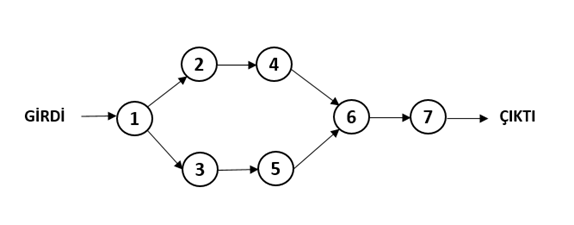
Öncelik İlişkileri Diyagramı: Görevler arasındaki ilişkinin ifade edilmesini sağlayan diyagramdır. Bazı görevler diğerlerinden önce yapılmak zorunda olabilir. Öncelik diyagramı sayesinde işlemler arasında öncelikler gösterilir. Diyagramda yuvarlaklar iş istasyonlarını, oklar sürecin ilerleme yönünü temsil etmektedir.
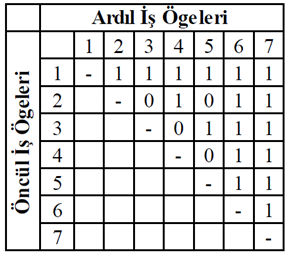
Öncelik İlişkileri Matrisi: Bir montaj işleminde bulunan görevler arasındaki öncelik ilişkilerinin ifade edildiği, boyutu montaj işlemindeki görev sayısına eşit olan ve aij elemanlarından meydana gelen ikili (binary) bir kare matristir.
Aralarında doğrudan ya da dolaylı olarak öncelik ögesi bulunan iş ögeleri için, matriste önce gelen iş ögesi satırda, izleyen iş ögesi numaralı sütunun kesiştiği hücreye 1, diğer hücrelere 0 konulur.
Montaj Hattının Avantajları
- Hat üzerindeki iş istasyonu sayısını veya çevrim zamanını minimize etmek,
- Düzenli bir malzeme akışı sağlamak,
- Boş zamanları en aza indirgeyerek kaynakların en etkin şekilde kullanılmasını sağlamak,
- Siparişin karşılanabilmesi için üretimin zamanında yapılmasını sağlamak,
- İş istasyonları arasında düzgün bir iş yükü dağılımını sağlamak,
- İşçileri işçiler arasında adil ve dengeli bir şekilde dağıtmak,
- Üretim maliyetlerini minimize etmek,
- Birim zamandaki çıktı miktarını arttırmak.
KAYNAKÇA
1. Tanyaş, M., Baskak M., (2003). Üretim Planlama ve Kontrol, İrfan Yayıncılık, İstanbul.
2. Küçükkoç, İ. (2020). Montaj Hattı Tasarımı ve Analizi Ders Notları.
3. Hıdımoğlu, M., Montaj Hattında Kapasite Dengeleme ve Verimlilik Analizi. Yüksek Lisans Tezi, Marmara Üniversitesi, 2019
4. Özgörmüş E., Ergonomik Koşullar Altında Montaj Hattı Dengeleme. Yüksek Lisans Tezi, Pamukkale Üniversitesi, 2007.
